Crushproof by Clufix
Adaptable to a wide range of overmolded components. This technology eliminates potential issues of plastic material infiltrating during the injection process and ensures proper shutoff during mold closure.

Adaptable to a wide range of overmolded components. This technology eliminates potential issues of plastic material infiltrating during the injection process and ensures proper shutoff during mold closure.
Assembly in plastics requires special attention.
When designing a fastener to be installed in-mold, it is critical to control the fastener’s height relative to the mold’s cavity height, so that the mold can properly shut off during the injection process.

When plastic leeches over a poorly sealed fastener it can have detrimental consequences. Potential impacts include:

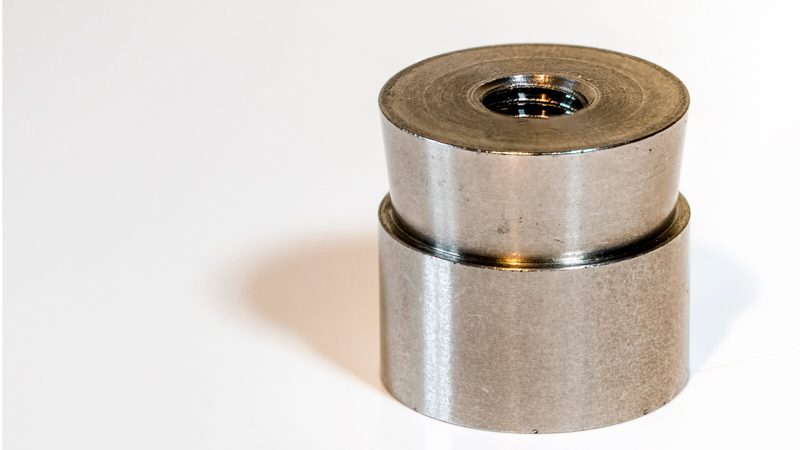
The crushing of a threaded fastener by closing an injection mold can degrade the thread’s function.
Clufix has tremendous field experience and we offer technical expertise and innovative solutions to our customers. We aid in ensuring that long-term performance needs are met in plastic sub-assemblies.
We have developed our CRUSHPROOF technology as a solution for ensuring proper sealing in-mold and to exceed our customers’ ever increasing performance requirements.
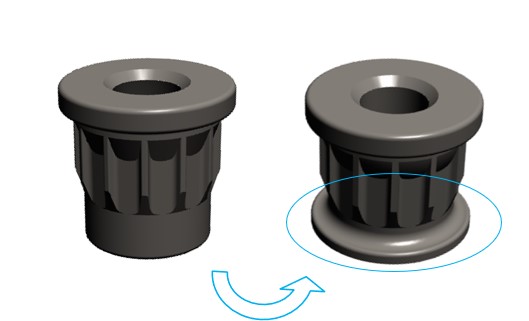
The height of the fastener is designed to be flexible so that it adapts to the cavity height of the mold during closure. For a threaded insert, such deformation is isolated to a non-functional portion of the insert’s body. The height of the virgin insert is dimensioned to always be greater than the mold’s cavity. The adaptive height of the fastener means it is not necessary to set a narrow tolerance.
Clufix’s solution eliminates all quality issues relating to the plastic and does not risk any damage to the fastener’s thread or its functionality.
Crushproof technology can be adapted for reworking in order to guarantee a compliant final assembly: steel-to-steel clamping without dispersion in the plastic or assembly clearance.
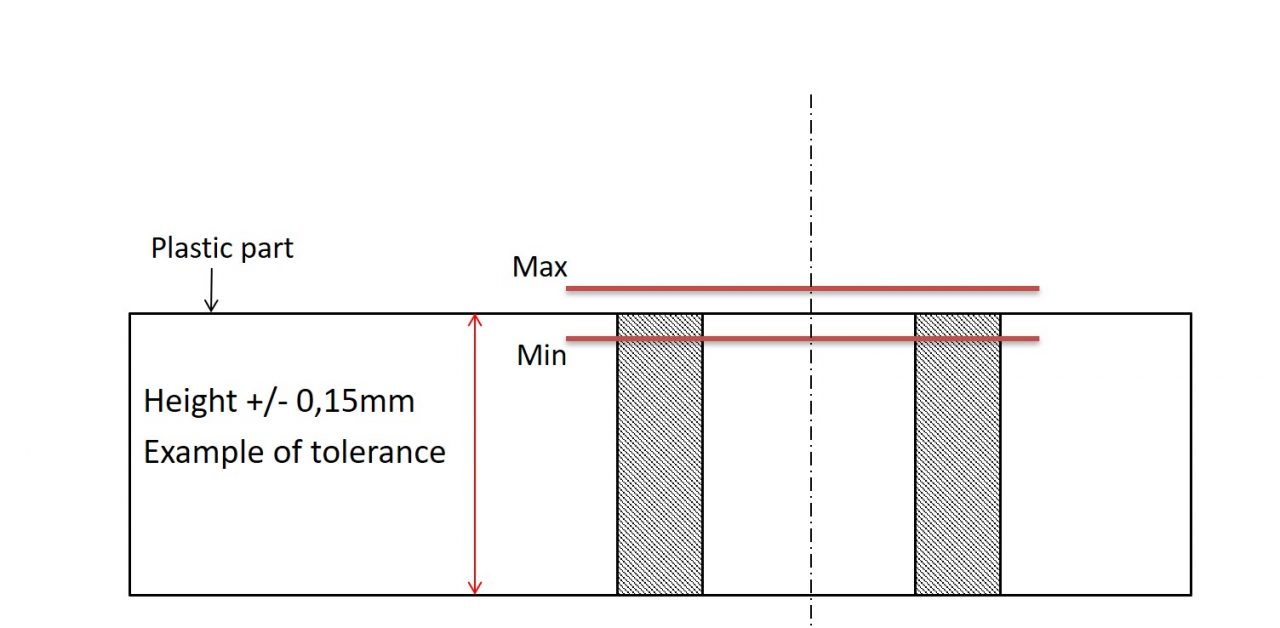
The height of the plastic part varies according to an IT specific to the material.
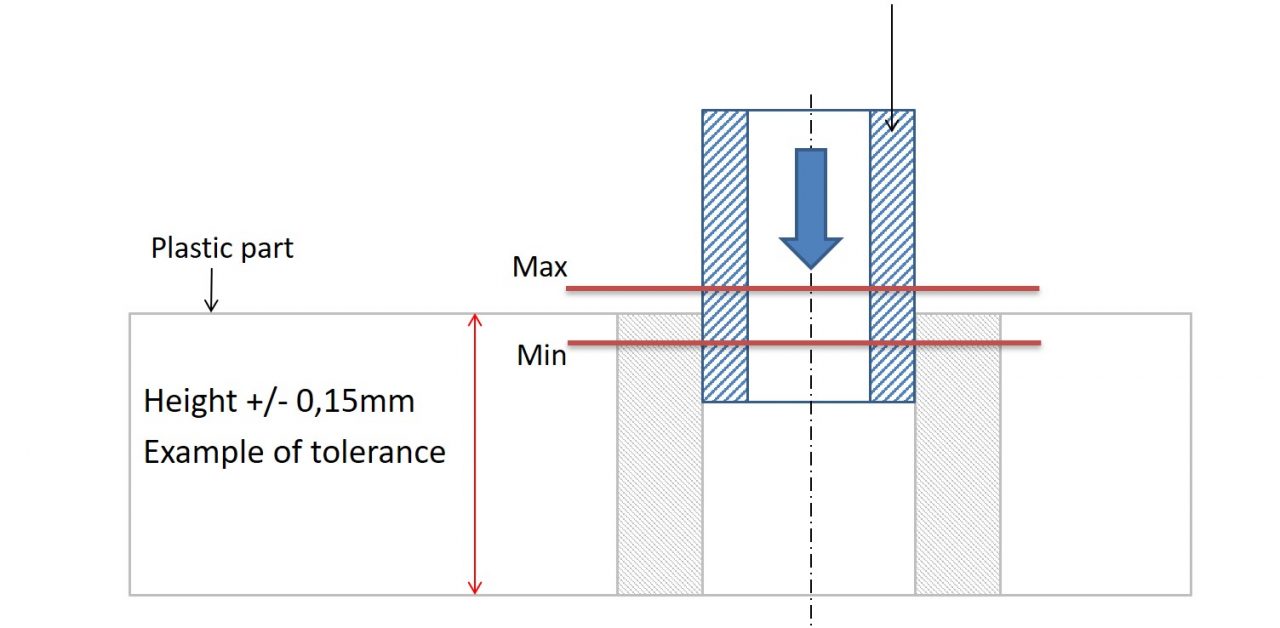
The height of the insert also varies according to the production process
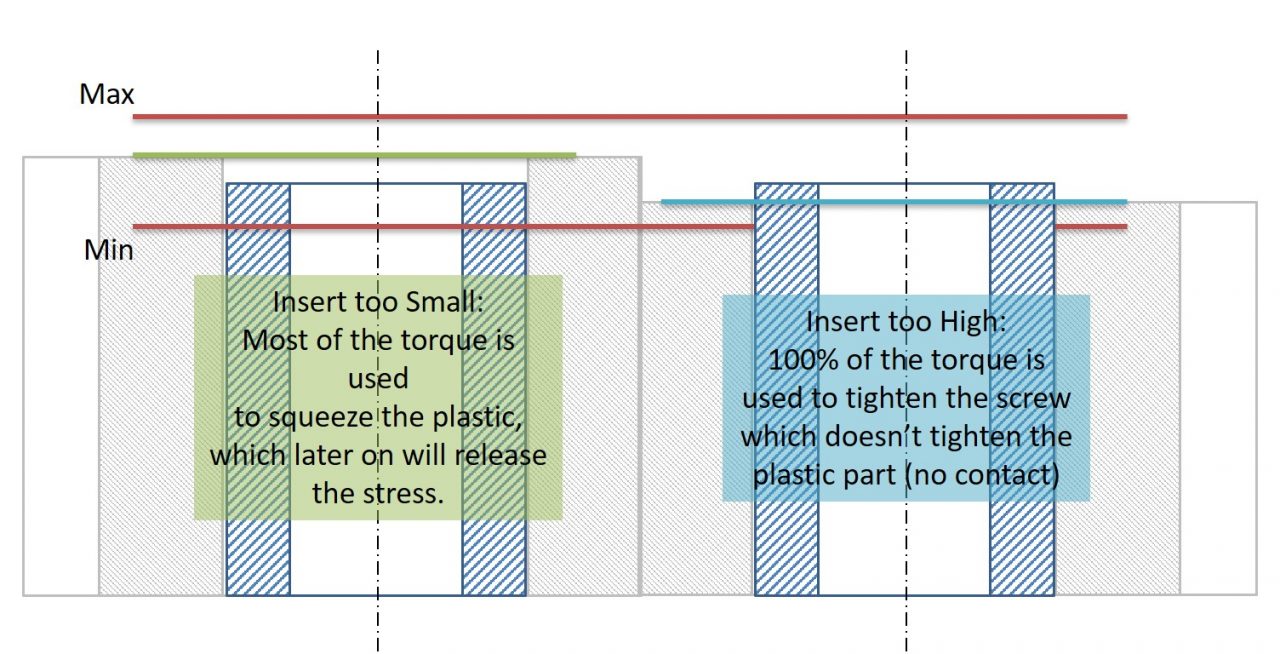
After the limiter is pressed in, 2 potential situations can occur and in both cases, the final assembly will not be compliant.
Either the screw will bear on the plastic and a large part of the applied torque will be used to compress the plastic until the screw is in contact with the limiter: loss of tension in the assembly
Either the screw head is in direct contact with the limiter, in which case axial play resides in the assembly.

Example of a limiter whose head height is always higher than the maximum side of the plastic part.
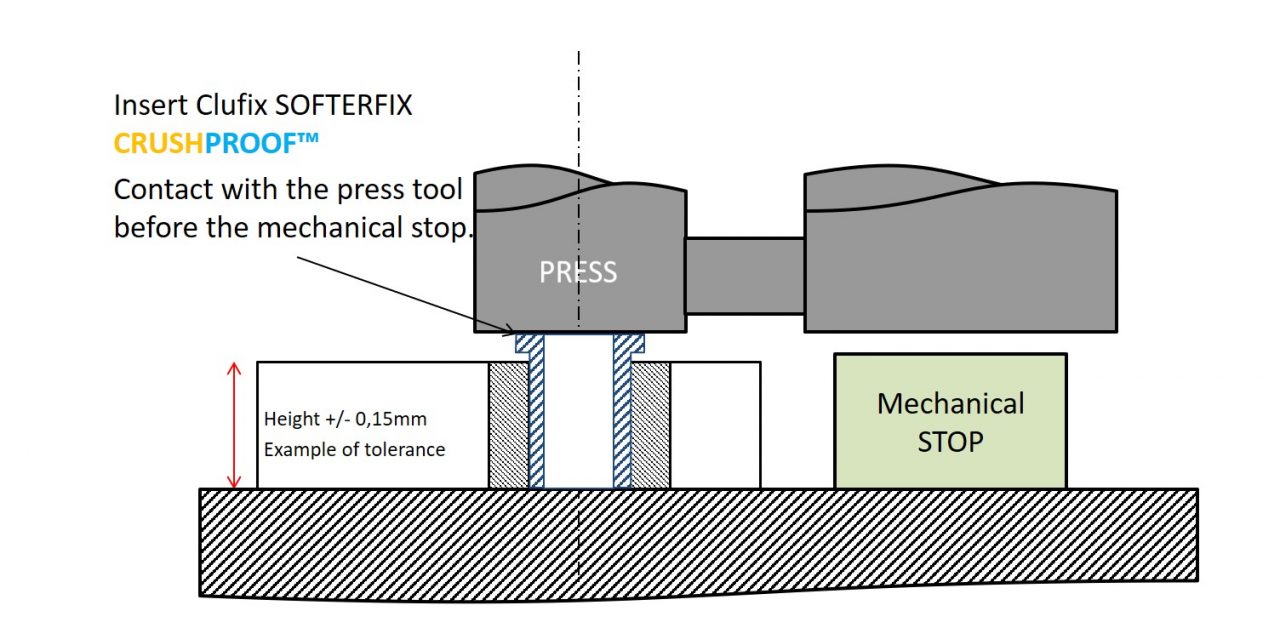
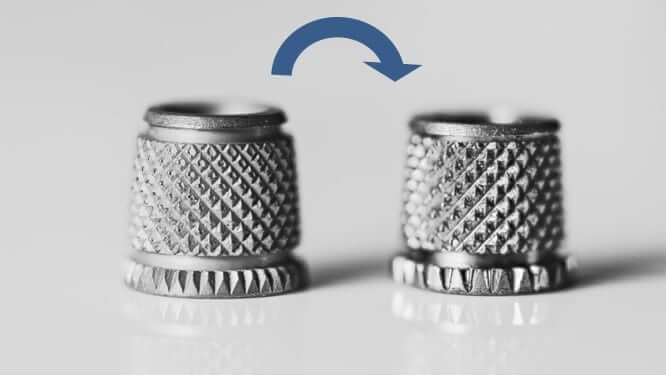
The press pushes the insert into the plastic part until it comes into contact with the opposite side, flush with the surface of the plastic part.
The deformation zone of the insert plays its role until the tool comes into contact with the mechanical stop under the press.
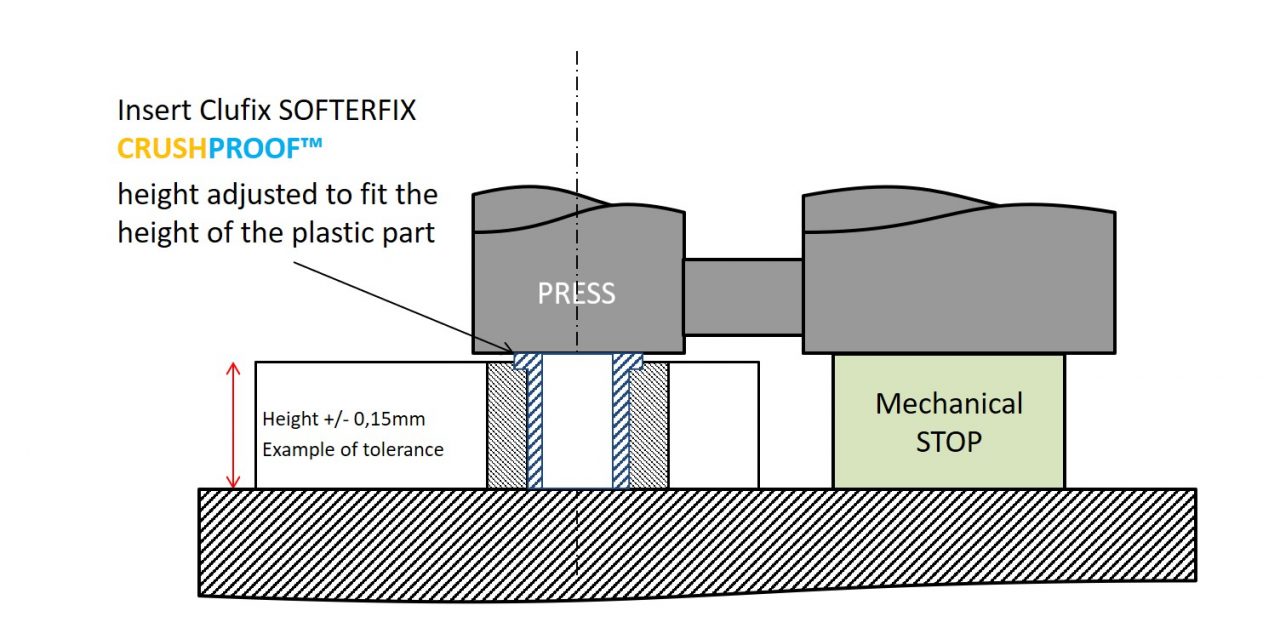
As a result, the insert is brought into conformity with a precise rib.
The head of the insert dive slightly into the plastic.
Even if the plastic creeps, the guarantee of steel-to-steel clamping is ensured as well as the absence of axial play.